
蜗轮蜗杆减速机齿形变化故障特征提取方法研究
摘要:为了诊断因蜗轮齿形变化引起的蜗轮蜗杆减速机故障,设计了一种减速机振动信号采集系统。同时,为了从振动信号中提取出故障信号的特征频率,提出了经验模态分解(EMD)与希尔伯特(Hilbert)变换相结合的方法。对正常和有故障两种蜗轮进行的振动测试对比实验结果表明,该方法所得结果与利用JD45+齿轮测量仪测量结果相同。证实了该方法诊断蜗轮蜗杆减速机由蜗轮齿形变化故障的有效性。
蜗轮蜗杆减速机具有传动比大,输出转矩大的特点,被广泛应用在各式机械的传动系统中。由于工作环境差,减速机中蜗轮容易受到损害和出现故障,而蜗轮失效是诱发减速机故障的重要原因,其中齿形变化是导致蜗轮失效的一个重要因素。一旦减速机发生故障,将会导致意外事故,造成经济损失,对于大型机械来说,停机维修损失更大。因此迫切需要研究一种有效诊断减速机蜗轮齿形变化故障的方法,实时监测减速机的工作状况,及时发现问题,及时维修,降低
经济损失。
近年来很多国内外学者都致力于齿轮及齿轮箱故障诊断技术的研究,将小波分析、经验模态分解(EMD)、STFT(短时傅里叶变换)、希尔伯特(HilHilbert)变换等方法用于齿轮故障诊断,且都取得了不错的结果。
EMD分解是一种新型的信号处理方法[1],非常适合用于非平稳信号的处理。一个非平稳信号经EMD分解后可以得到多个平稳本征模态函数(IMF),并且每个IMF分量都处在不同的频域段。希尔伯特包络是时域信号绝对值的包络[2],它从信号中提取调制信号,分析调制函数的变化,对提取故障特征具有很大的优越性。当减速机出现蜗轮齿形变化故障时,不同频域段的信号频率分布会发生改变,因此可以运用Hilbert分析法提取振动信号的某个
IMF的减速机振动信号特征,就可以判断减速机是否出现故障。本文中运用EMD和Hilbert变换相结合的方法,分析减速机的振动信号,提取振动信号的特征频率,诊断减速机蜗轮齿形变化故障。
1 蜗轮齿形变化故障特征及分析方法
1.1蜗轮齿形变化故障特征
齿形变化是指蜗轮齿形严重偏离理想的齿廓线。蜗轮的失效形式中,凡是因蜗轮齿形变化造成的故障,从蜗轮故障诊断的角度出发,由于其振动信号特征基本相同,在蜗轮故障诊断中,统称齿形变化故障。齿形变化可能是在使用中产生的,也可能是在制造或安装过程中产生的。
减速机蜗轮出现齿形变化故障时[3],会产生以啮合频率为载波频率,以蜗轮轴转频为调制频率的啮合频率调制现象,由于齿形变化故障一般不产生大的冲击振动,能量小,所以调制频率的边频带少。当齿形变化特别严重时,由于激振能量较大,激励起蜗轮固有频率,出现以蜗轮各阶固有频率为载波频率,蜗轮所在轴转频为调制频率的蜗轮共振频率调制。
1.2经验模态分解(EMD)原理
EMD方法假设任意一个信号都是由许多本征模态函数(IMF)组成[4-5],EMD算法的目的在于将性能不好的信号分解为一组性能较好的IMF,分解结果有若干IMF和一个残余信号组成:其中任意一个IMF分量都必须满足两个条件:整个数据段内,极值点的个数必须相等或相差最多不能超过一个;在任何一点,由局部极大值点形成的包络线和由局部极小值
点形成的包络线的平均值为零。
EMD的分解步骤如下:
1.3 希尔伯特(Hilbert)变换
Hilbert变换是信号分析和处理的重要工具。Hilbert变换器的单位抽样为[6-8]
通过对EMD产生的IMF进行Hilbert变换,得到包含时间、频率和幅值的Hilbert谱,同时也可以得到原始信号的解调普,通过解调谱就能够判断减速机的故障状况。
2 减速机蜗轮齿形变化故障诊断
2.1 减速机振动测试系统
本文中测试的对象是两个由杭州嘉城机械有限公司生产的蜗轮蜗杆减速机。为了对减速机进行振测试,搭建了图1所示的蜗轮蜗杆减速机振动测试平台。整个振动测试平台由电动机、法兰盘、输入输出转矩传感器、减速机、磁粉制动器以及微型计算机组成。
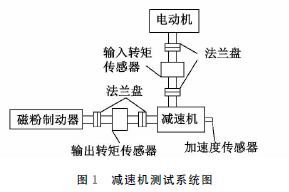
测试系统中电动机、输入输出转矩传感器、减速机和磁粉制动器之间通过法兰盘链接,传递动力。当系统运转时,电动机为整个系统提供传动动力。输入转矩传感器可以输出减速机输入端蜗杆轴的转速、转矩和功率。输出转矩传感器可以输出减速机输出端蜗轮轴的转速、转矩和功率。减速机作为被测对象,被牢牢的固定在实验台上。压电式加速度传感器用来采集减速机的振动信号,为了更灵敏的感应减速机的振动,将其放置在减速机上靠近振动源蜗轮轴的位置。加速度传感器的输出端接到微型计算机的采集卡上,由微型计算机存储减速机的实时振动信号,用
于后期的数据处理。磁粉制动器在系统中起到负载的作用。
调整并固定实验台上的电动机、输入和输出转矩传感器、减速机及磁粉制动器,保证两个相连的轴处在一条直线上。因为要进行测试的减速机都是刚装配好的,蜗轮与蜗杆配合需要磨合。所以在进行测试的时候,需要使减速机的转动一段时间,等减速机各个零部件磨合充分后,再开始采集存储振动信号。一般当减速机蜗轮轴处温度稳定时,认为减速机磨合完
成,这个过程大概需要4个小时左右。如果减速机磨合不充分,其箱体振动是不稳定的,采集到的振动信号也就没有参考价值。
在本实验中,当减速机的温度达到稳定状态后,设定采集卡的采样频率为2 731Hz,采样时间为6s,开始采集数据。两个减速机都按以上方法采集数据。
2.2 振动信号分析
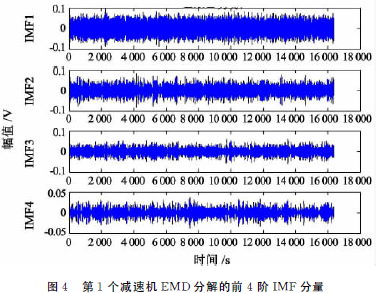
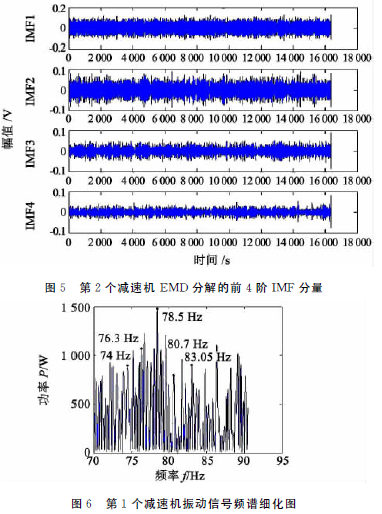
两个蜗轮蜗杆减速机振动测试采集到的原始信号如图2、图3所示。从这两个图中看到原始振动信号非常复杂,包含很多噪声,很难从图中直接获取关于减速机故障的有用信息。原始信号经EMD分解后的前4阶IMF分量如图4、图5所示。EMD分解将原始振动信号分解为多个不同频域段的本征模态函数IMF,经过分解之后,每个分量都比原始数据简单很多。

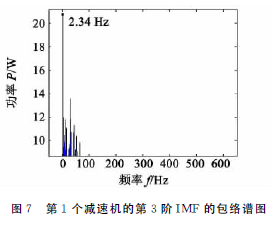
电动机输入转速理论值为1 440r/min,蜗轮轴转频理论值为f1=2.4Hz,啮合频率理论值为f0=72Hz。对IMF的第3阶分量进行Hilbert变换包络谱分析如图6~图8所示。从图6中可以看到第一个减速机在啮合频率周围出现幅值很小且很窄的边
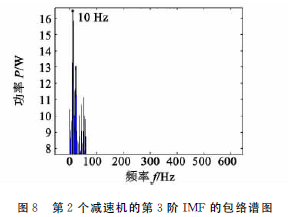
频带,并且从图7中看到,在信号包络谱图中f=2.34Hz处出现峰值。这刚好符合蜗轮齿形变化故障特征:以啮合频率为载波频率,以蜗轮所在轴的转动频率为调制频率的调制现象,且调制边频带较少、幅值较小。说明该蜗轮确实存在齿形变化故障。而图8第2个减速机第3阶分量包络图中出现峰值的频率在10Hz,明显不是蜗轮轴转频,与蜗轮齿形变化故障的特征不相符,可判断此减速机并没有出现齿形变化的故障。
2.3 蜗轮齿形变化参数测量
在减速机振动测试完成后对减速机的蜗轮进行达齿形变化参数测量,用到的仪器是哈尔滨精测量仪器有限公司生产的JD45+齿轮测量仪。两个减速机中蜗轮的齿形变化测量结果如图9所示。
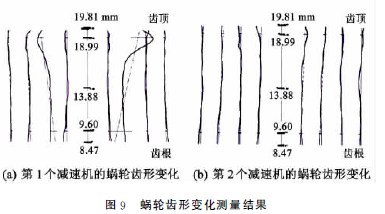
该实验测量了蜗轮4个齿左、右2个齿面的齿形变化,图9中中间垂直直线表示从蜗轮的齿根端到齿顶端齿形的测量长度,其左侧为蜗轮4个左齿面的测量结果,右侧为蜗轮4个右齿面的测量结果。其中曲线代表齿面的测量值,直线代表测量值的中值线,蜗轮齿形变化越小,直线的倾斜角越小。
从图9中可以看到第1个减速机蜗轮有1个齿的齿形变化非常大,而第2个减速机蜗轮的4个齿的齿形变化都很小。两个减速机测量的最大齿形变化值与理论值的对比如表1所示。
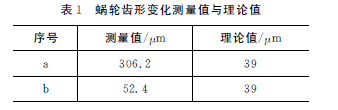
表1中理论值为蜗轮精度为9级的齿形公差值,也是厂家加工蜗轮的标准值。从表1中看到,第2个蜗轮的齿形变化值与理论值相差很小,与振动测试的实验结果相符,由第2个蜗轮组装的减速机没有齿形变化故障;第1个蜗轮的齿形变化值远远大于理论值,同样与振动测试的实验结果相符,由第1个蜗轮组装的减速机有齿形变化故障。
通过与齿轮测量仪的测量结果的对比,证明了利用EMD和Hilbert变换相结合的方法可以有效的诊断出蜗轮蜗杆减速机的齿形变化故障。
3 结论
在分析了减速机齿形变化故障特征后,运用EMD分解对减速机振动信号进行分解处理,运用Hilbert变换分析法对故障信号进行解调处理,进而得到减速机齿形变化故障信号的特征频率,并通过实验证验证,得到以下结论:
(1)基于EMD分析法和Hilbert变换分析法相结合的方法是一种诊断蜗轮蜗杆减速机齿形变化故障行之有效的方法。
(2)选取正确的IMF分量进行频域分析是非常关键的,盲目的选取IMF分量会浪费大量时间,效率比较低。下一阶段将研究一种自动选取正确IMF分
量的方法,提高诊断效率。








